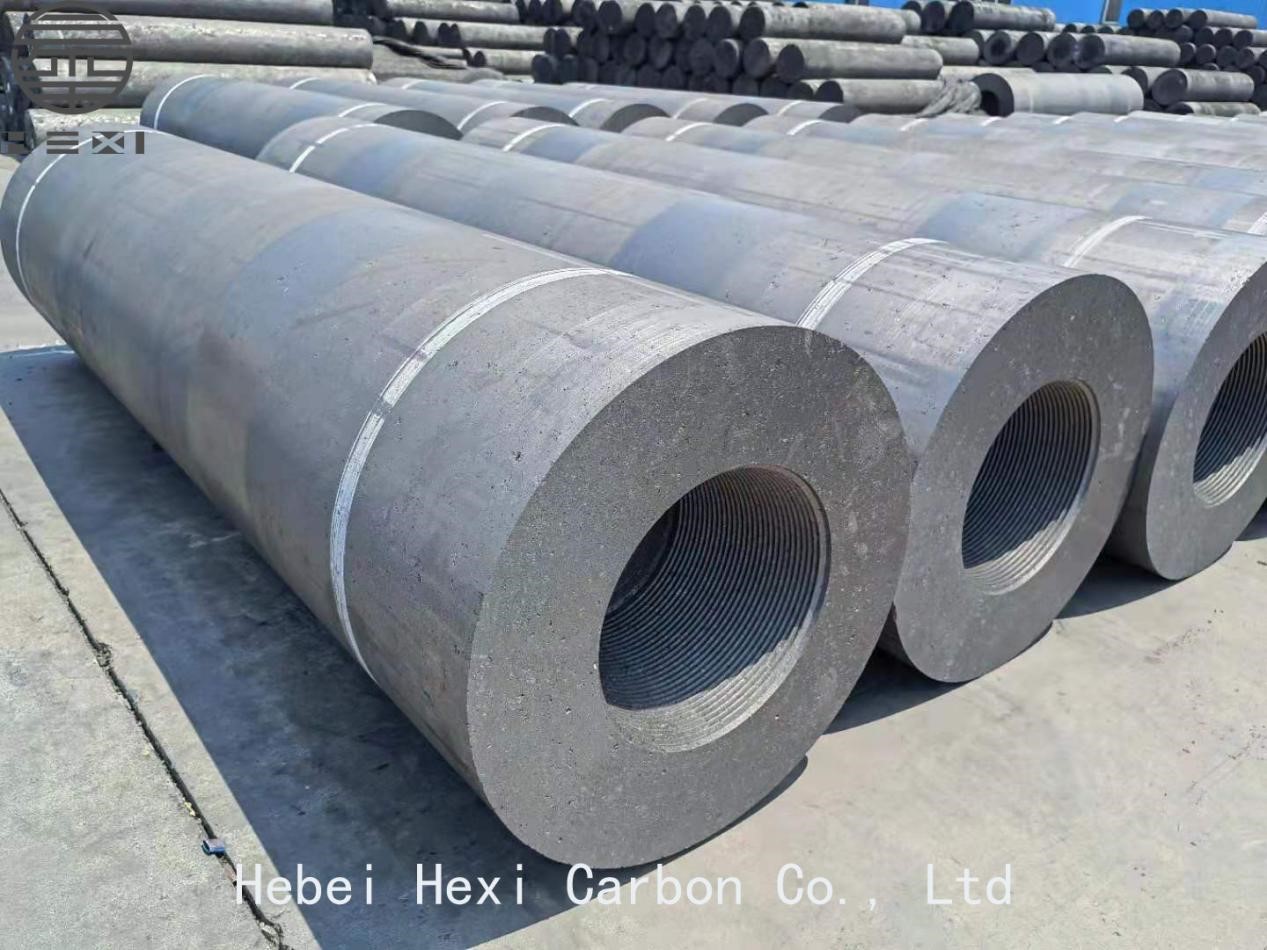
Electrod graffit pŵer uchel 450mm
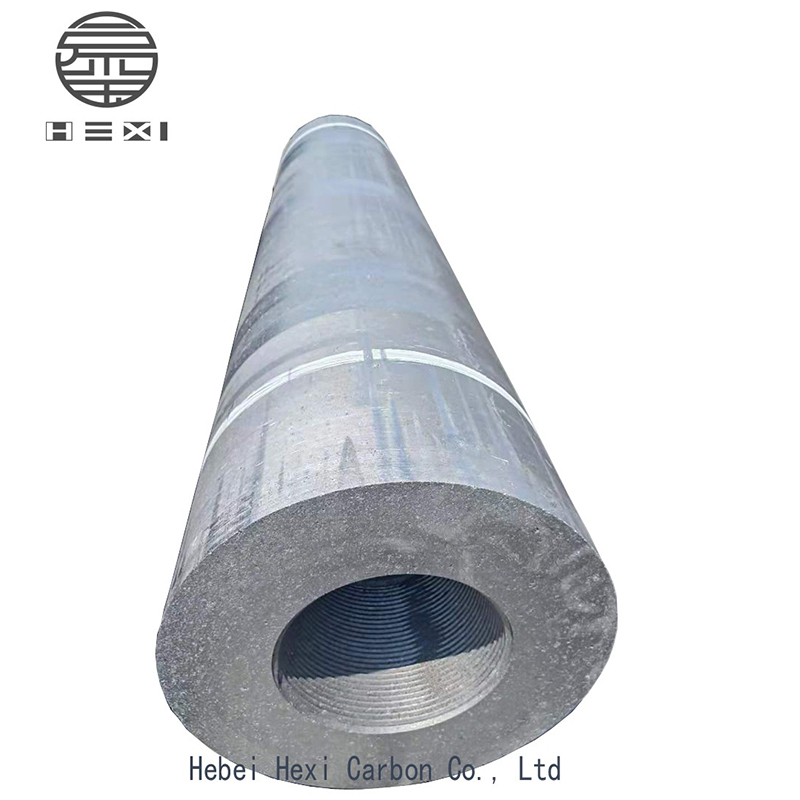
Mae electrod graffit HP wedi'i wneud yn bennaf o golosg petrolewm a golosg nodwydd, Mae'n gallu cario'r dwysedd presennol 18-25A / cm2. Fe'i cynlluniwyd ar gyfer gwneud dur ffwrnais arc trydan pŵer uchel.
| Cymharu Manyleb Dechnegol ar gyfer HPElectrod graffit18″ | ||
| Electrod | ||
| Eitem | Uned | Manyleb Cyflenwr |
| Nodweddion Nodweddiadol Pegwn | ||
| Diamedr Enwol | mm | 450 |
| Diamedr Uchaf | mm | 460 |
| Diamedr Isafswm | mm | 454 |
| Hyd Enwol | mm | 1800-2400 |
| Hyd Uchaf | mm | 1900-2500 |
| Hyd Isaf | mm | 1700-2300 |
| Swmp Dwysedd | g/cm3 | 1.68-1.73 |
| cryfder traws | MPa | ≥11.0 |
| Modwlws Ifanc | GPa | ≤12.0 |
| Ymwrthedd Penodol | µΩm | 5.2-6.5 |
| Dwysedd cyfredol uchaf | KA/cm2 | 15-24 |
| Gallu Cario Presennol | A | 25000-40000 |
| (CTE) | 10-6 ℃ | ≤2.0 |
| cynnwys lludw | % | ≤0.2 |
| Nodweddion Nodweddiadol Teth (4TPI/3TPI) | ||
| Swmp Dwysedd | g/cm3 | 1.78-1.83 |
| cryfder traws | MPa | ≥22.0 |
| Modwlws Ifanc | GPa | ≤15.0 |
| Ymwrthedd Penodol | µΩm | 3.5-4.5 |
| (CTE) | 10-6 ℃ | ≤1.8 |
| cynnwys lludw | % | ≤0.2 |
Dull o leihau'r defnydd o electrod
Yn ystod y blynyddoedd diwethaf, gyda datblygiad egnïol diwydiant dur ffwrnais trydan Tsieina, yn ogystal â'r gofynion ar gyfer arbed ynni a lleihau defnydd, mae arbenigwyr ac ysgolheigion gartref a thramor yn dod i'r casgliad rhai dulliau effeithiol fel a ganlyn:
Mecanwaith 1.Anti-ocsidiad o electrod graffit chwistrellu dŵr
Trwy ymchwil arbrofol, mae chwistrellu datrysiad gwrth-ocsidiad ar wyneb electrodau wedi profi'n llawer gwell atal rhag ocsidiad ochr yr electrod graffit, ac mae'r gallu gwrth-ocsidiad yn cynyddu 6-7 gwaith. Ar ôl defnyddio'r dull hwn, mae'r defnydd o electrod wedi gostwng i 1.9-2.2kg mwyndoddi tunnell o ddur.
electrod 2.Hollow
Yn ystod y blynyddoedd diwethaf, mae Gorllewin Ewrop a Sweden wedi dechrau defnyddio electrodau gwag wrth gynhyrchu ffwrneisi mwyn ferroalloy. Yn gyffredinol, mae electrodau gwag, siâp silindr, yn wag y tu mewn wedi'u selio â nwy anadweithiol. Oherwydd y pant, mae'r amodau pobi yn gwella ac yn gwneud cryfder yr electrod yn uwch. Yn gyffredinol, gall arbed electrodau 30% -40%, hyd at 50% ar y mwyaf.
Ffwrnais arc 3.DC
Mae ffwrnais arc trydan DC yn fath newydd o ffwrnais arc trydan mwyndoddi sydd newydd ei ddatblygu yn y byd yn ystod y blynyddoedd diwethaf. O'r data a gyhoeddwyd dramor, mae ffwrnais arc DC yn un o'r technegau mwyaf effeithiol i leihau'r defnydd o electrod. Yn gyffredinol, gellir lleihau'r defnydd o electrod tua 40% i 60%. Yn ôl adroddiadau, mae'r defnydd o electrod graffit o ffwrnais trydan pŵer tra-uchel DC ar raddfa fawr wedi'i ostwng i 1.6kg / t.
Technoleg cotio wyneb 4.Electrode
Mae technoleg cotio electrod yn dechnoleg syml ac effeithiol i leihau'r defnydd o electrod, yn gyffredinol gall leihau'r defnydd o electrod tua 20%. Deunyddiau cotio electrod a ddefnyddir yn gyffredin yw alwminiwm a deunyddiau ceramig amrywiol, sydd â gwrthiant ocsideiddio cryf ar dymheredd uchel a gallant leihau defnydd ocsideiddio arwyneb ochr yr electrod yn effeithiol. Mae'r dull cotio electrod yn bennaf trwy chwistrellu a malu, ac mae ei broses yn syml ac yn hawdd ei ddefnyddio. Dyma'r dull a ddefnyddir amlaf ar gyfer amddiffyn electrodau.
5.Impregnated electrod
Dip electrodau mewn hydoddiant cemegol i achosi rhyngweithio cemegol rhwng yr arwyneb electrod a'r asiantau i wella ymwrthedd yr electrod i ocsidiad tymheredd uchel. Gall y math hwn o electrodau leihau'r defnydd o electrod tua 10% i 15%.